


Материалы по теме
Для рационального цветового оформления различных объектов определены оптимальные цвета, которыми рекомендуется пользоваться для создания наилучшего цветового климата на производственных предприятиях. Строительные конструкции в цехах, на которые нанесена огнезащитная краска, также окрашиваются в соответствующий оттенок методом колеровки самого огнезащитного состава или нанесением поверх него финишного покрытия.
Выбор цветового оформления
Подбор цветового решения для интерьеров технологических цехов следует осуществлять в соответствии с «Указаниями по проектированию цветовой отделки интерьеров производственных зданий промышленник предприятий» (СН 181 – 70), в которых приведены рекомендации по цветовой гамме для окраски интерьеров, соответствующей технологическому процессу и характеру труда.
«Указания», в частности, содержат информацию о цветовой отделке помещений и окраске оборудования, о функциональной окраске, последовательность разработки проекта отделки интерьера, а также описание ассоциаций, возникающих при восприятии основных оттенков.
В целом, при выборе цветового оформления производственных помещений следует учитывать следующие факторы (согласно СН 181– 70, п. 2. 11):
• общий характер работ;
• степень точности работ;
• климатические и географические особенности района;
• характер и интенсивность освещения, в том числе спектральный состав света, обусловленный типом источника или ориентацией помещения по сторонам света;
• санитарно-гигиенические условия в помещении;
• особенности объемно-пространственной структуры интерьера (абсолютные размеры и пропорции помещений, планировочное решение, степень насыщенности оборудованием и коммуникациями, характер конструктивного решения и др.);
• требования техники безопасности, т. е. сигнально-предупреждающая и опознавательная окраска, знаки безопасности;
• наличие поверхностей, не подлежащих отделке и окраске, цвет которых выбирается исключительно по правилам осуществления функциональной окраски.
При одновременном действии нескольких факторов, определяющих противоречивые требования, предпочтение следует отдавать имеющему наибольшее значение в данных условиях.
Сигнально-предупреждающую окраску элементов строительных конструкций, способных стать причиной аварий и несчастных случаев, опасных элементов производственного оборудования и внутрицехового транспорта, устройств и средств пожаротушения, а также цветовое решение производственных знаков безопасности необходимо выполнять в соответствии с требованиями ГОСТ 15548 – 70 «Цвета сигнальные и знаки безопасности для промышленных предприятий».
Опознавательная окраска трубопроводов в производственных помещениях регламентируется требованиями ГОСТ 14202 – 69 «Трубопроводы промышленных предприятий. Опознавательная окраска, предупреждающие знаки и маркировочные щитки» (СН 181 – 701, п. 3.1 – 3.2).
Несущие строительные конструкции промышленных зданий и сооружений в подавляющем большинстве случаев выполнены из стальных профилей: тавров, двутавров, сварных вариантов. Для повышения пределов огнестойкости их необходимо защищать. В настоящее время в 80 % случаев используются тонкослойные огнезащитные покрытия, имеющие белый цвет и ненормируемый оттенок. К ним, как правило, предъявляется меньше требований по декоративности: допускаются неровности, шероховатости, не учитываются блеск или матовость и т. д. Тем не менее их также необходимо окрашивать, если они используются для интерьерных конструкций. Здесь могут преследоваться различные цели: нанесение сигнально-предупреждающей и опознавательной окраски, увеличение срока эксплуатации огнезащитного покрытия, придание специальных свойств, кроме огнезащитных за счет финишного покрытия. Может учитываться и утилитарное свойство – снижение количества загрязнений на белой поверхности.
Методы изменения цвета
Существует всего два метода изменения цвета поверхности огнезащитного покрытия: колеровка краски непосредственно перед образованием покрытия и нанесение финишного покрытия определенного цвета на готовое огнезащитное покрытие.
В 2008 году в аккредитованной лаборатории ООО «Научный Инновационный Центр Строительства и Пожарной Безопасности» (область аккредитации – разработка огнезащитных составов и покрытий) проведена серия исследований, посвященных влиянию колеровочных паст на огнезащитные свойства материалов (кратность вспучивания). В эксперименте использовались составы известных фирм-производителей огнезащитной продукции как на водной основе, так и на растворителях. В качестве колеровочной пасты выбрана универсальная паста «Униколер» (производитель АОЗТ «Олки» г. Санкт-Петербург), предназначенная для тонирования готовых белых строительных красок водоразбавляемых красок, грунтов и алкидных (глифталевых и пентафталевых) красок, лаков, эмалей.
Коэффициент вспучивания огнезащитных покрытий Квс определяли в процессе вспучивания покрытия, нанесенного толщиной 1 мм на металлическую пластину (ГОСТ Р 12.3.047 – 98). Испытание проводили в муфельной печи, образец выдерживали при температуре 600 ºС в течение 5 минут и определяли коэффициент вспучивания как отношение толщины вспученного слоя h к исходной толщине покрытия h0: Квс = h/ h0.
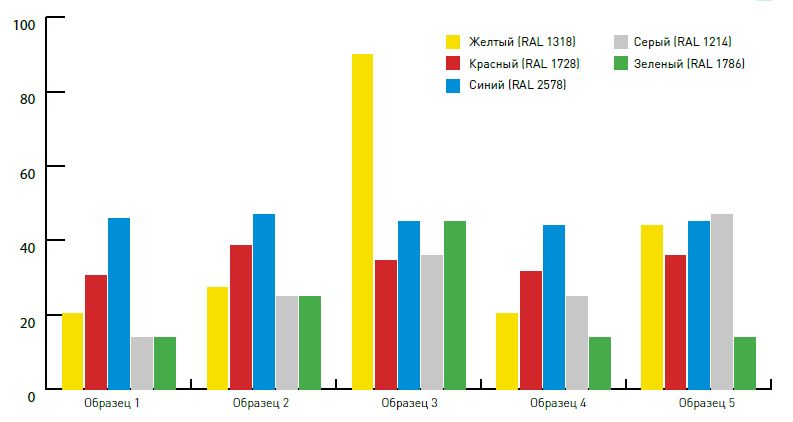
Как показали многочисленные исследования, колеровочные пасты с процентом введения выше пяти создают хаотичное изменение кратности вспучивания огнезащитных покрытий (Рисунок 1). По этой причине нельзя утверждать, что заявленные огнезащитные свойства для базового покрытия белого цвета, с которым были проведены стандартные испытания для сертификации продукции, сохраняются и для покрытия, в котором содержится колеровочная паста.
Рисунок 1. Показатель коэффициента кратности вспучивания различных огнезащитных тонкослойных средств в зависимости от цвета заколерованного покрытия
Другими словами, если производитель обещает заколеровать огнезащитную краску в любой цвет, это значит, что потребителя не просто вводят в заблуждение, а уже заранее продают ему некачественную продукцию, не отвечающую предъявляемым документам: сертификатам соответствия, паспорту качества и т. д.
В настоящее время на сайтах крупных производителей огнезащитных материалов принято информировать о том, что при необходимости получения другого цвета возможно добавление колеровочных паст, но не более чем 2 – 3 % масс.ч («Protect F», «Терма®», «Терма М», «Аквест-01», «Nullifire S 706», «Неохим» и др.). В нормативной документации на данные продукты четко указывается, что возможны только пастельные тона, согласно колеровочным системам «Палитра Москвы», Monicolor, NCS, RAL и др. Однако встречаются производители, которые заявляют, что «возможно все», особенно это относится к только что образовавшимся компаниям, которым важно представить на рынке отличные от других преимущества. Безусловно, важным фактором выступает цена заколерованной огнезащитной краски, которая при первом рассмотрении гораздо ниже, чем стоимость системы покрытий. При этом нужно учитывать, что колеровочная паста для насыщенных цветов используется от 10 % и более, риск «не попасть в цвет» в данном случае гораздо выше, а общая надежность системы покрытий ниже, чем при использовании заколерованных в промышленных условиях финишных покрытий. И как отмечалось ранее, огнезащитные свойства такой системы вообще остаются под сомнением.
К недостаткам перекрытия финишным слоем следует отнести тот факт, что огнезащитные краски обладают пористой и шероховатой поверхностью, образованной за счет большого количества наполнителей. Расход финишной краски в такой системе может увеличиться на 20 – 35% по сравнению с показателями только огрунтованной (без огнезащиты) металлической поверхности.
Опыт промышленных предприятий
Многолетним успешным опытом выполнения комплекса огнезащитных работ с использованием финишных покрытий обладает ООО «НИЦСиПБ», осущесвлявшее работы на таких крупнейших промышленных оъектах, как ОАО «Северсталь Российская сталь», ЗАО «Ижорский трубный завод», ОАО «Челябинский трубопрокатный завод», ОАО «Силовые машины».
ЗАО «Ижорский трубный завод» выпускает электросварные трубы с наружным диаметром 610 – 1420 мм и максимальной длиной труб – 18,3 м. На данном предприятии работы по огнезащите металлических конструкций выполнялись ООО «НИЦС и ПБ» в 2005 – 2007 годах (Рисунок 2). Комплекс трубоэлектросварочного цеха ЗАО «Ижорский трубный завод» включал в себя реконструкцию и расширение существующего цеха (бывшего травильно-зачистного отделения), административно-бытового корпуса, а также новых зданий различного назначения, размещаемых на территории ЗАО «Ижорские заводы» Колпинского района в Санкт-Петербурге.
Рисунок 2. ЗАО «Ижорский Трубный завод» 2005 – 2006 годы

Главный объем трубоэлектросварочного корпуса представляет одноэтажное 3-х пролетное здание (36 м х 3 м), габаритами – 108 х 615 м, высотой до низа несущих конструкций покрытия – 17 м. Общая площадь обработанных металлических конструкций составила более 30 тысяч квадратных метров. Использовались огнезащитная краска «Терма»® (производства ООО «НИЦСиПБ») и финишные покрытия – алкидная эмаль различных российских производителей.
Основной продукцией ОАО «Челябинский трубопрокатный завод» являются сварные трубы, в том числе диаметром 530 – 1420 мм. В период 2009 – 2010 годов на ОАО «Челябинский трубопрокатный завод» (ОАО ЧТПЗ) осуществлялась огнезащита металлических конструкций с использованием системы: огнезащитное покрытие (краска «Терма»®) и алкидное покрытие производства Jotun. Сложность выполнения работ заключалась в беспрецедентной высоте конструкций – более 20 м.
По проекту огнезащитная краска перекрывалась желтым и черным финишными покрытиями. Особенное внимание пришлось уделить тщательной обработке уже готовой поверхности: покрытие нанесено абсолютно ровно, без дефектов, с четким разграничением желтого и черного цветов (Рисунок 3). В общей сложности огнезащитными материалами покрыто более 50 тысяч квадратных метров металлических конструкций, антикоррозионными и финишными покрытиями – более 80 тысяч квадратных метров.
Один из приоритетных проектов ОАО «Силовые машины», получивший в Санкт-Петербурге статус стратегического, – строительство современного завода по выпуску энергетического оборудования. Производственная программа первой очереди завода рассчитана на изготовление двух быстроходных и двух тихоходных паровых турбин мощностью до 1,6 тысяч МВт каждая и четырех турбогенераторов такой же мощности для атомных электростанций.
Рисунок 3. ОАО «Челябинский Трубопрокатный завод»

Планируется, что проект будет завершен в середине 2012 года и станет одним из крупнейших в России в области машиностроения. На объекте «Завод по производству энергетического оборудования «ОАО Силовые машины» (первая очередь) первый этап (пусковой комплекс. Корпус электроаппаратуры для энергетического оборудования) в 2010 – 2011 годах также выполнялся комплекс работ по огнезащите («Терма»®) с нанесением финишного покрытия – органосиликатные композиции красных, бирюзовых, синих цветов (производство ЗАО «Морозовский химический завод»). Общая площадь работ составила более 20 тысяч квадратных метров.
Резюмируя все вышесказанное, стоит отметить, что для строительных конструкций промышленных зданий и сооружений практически всегда целесообразно использовать огнезащитные покрытия с целью повысить пределы огнестойкости данных конструкций. Причем использовать необходимо именно заколерованное финишное покрытие, а не огнезащитное. Такое покрытие может выполнять специальные функции: быть атмосферостойким, радиационностойким и т. д. Кроме того, применение заколерованных финишных покрытий позволяет получать практически все оттенки с точным попаданием в цвет.
Автор — Гравит Марина, к.т.н., доцент кафедры «Управление и защита в ЧС» Санкт-Петербургского государственного политехнического университета